江門采購(gòu)轉(zhuǎn)臺(tái)拋丸機(jī)廠家
發(fā)布時(shí)間:2024-05-23 00:41:26
江門采購(gòu)轉(zhuǎn)臺(tái)拋丸機(jī)廠家
是工程機(jī)械行業(yè)中不可或缺的設(shè)備,而斗式提高機(jī)是拋丸機(jī)關(guān)鍵部位,。提高機(jī)一旦發(fā)作故障,,將致使全部拋丸機(jī)設(shè)備長(zhǎng)時(shí)間無(wú)法工作。因而咱們對(duì)拋丸機(jī)斗式提高機(jī)的常見故障進(jìn)行了剖析,,并提出了相應(yīng)的處理辦法,。形成提高帶跑偏的底子原因是提高帶接受的所有外力的合力的方向與提高帶工作方向不平行,即在提高帶的寬度方向上的合力不為零,。經(jīng)過剖析可知提高帶的跑偏規(guī)則為“跑緊不跑松,、跑高不跑低、跑后不跑前”,。提高帶跑偏主要有提高帶重載時(shí)跑偏,、提高帶中部跑偏和提高帶頭尾輪處跑偏。

江門采購(gòu)轉(zhuǎn)臺(tái)拋丸機(jī)廠家
使用壽命主要取決于葉片壽命的凹凸程度,,拋丸機(jī)及其葉片的結(jié)構(gòu),,原料,,拋丸的質(zhì)量和形狀,拋丸的速度,,拋丸的角度以及拋丸的恢復(fù)條件,。還與合金的化學(xué)成分,固溶鑄造技術(shù)和爐后加工條件以及熱處理后葉片本身的金相排列和力學(xué)性能有關(guān),。經(jīng)過大量的實(shí)驗(yàn)分析,,我們終于了解了拋丸機(jī)刀片故障的原因。拋丸機(jī)刀片失效的主要原因是刀片磨損,,為什么刀片會(huì)磨損,?在這種頻繁的沖擊下,葉片的基本結(jié)構(gòu)將變形,。擠壓刀片的基層組織以產(chǎn)生流動(dòng)后,,它將變硬并在連續(xù)沖擊下引起斷裂。在這種情況下,,葉片的表面失去了保護(hù),,暴露的物體在頻繁撞擊下會(huì)產(chǎn)生細(xì)小的裂紋。此時(shí),,支撐的作用將丟失,,并且由于撞擊,彈丸將很容易丟失,。重復(fù)這種方式會(huì)導(dǎo)致刀片磨損,。刀片在工作時(shí)始終以高速旋轉(zhuǎn),因此刀片將始終承受彈丸的壓力,。這樣的周期性力將使葉片也承受周期性應(yīng)力,。根據(jù)分析,我們還可以得出結(jié)論:大多數(shù)拋丸機(jī)刀片始終處于低應(yīng)力狀態(tài),。

江門采購(gòu)轉(zhuǎn)臺(tái)拋丸機(jī)廠家
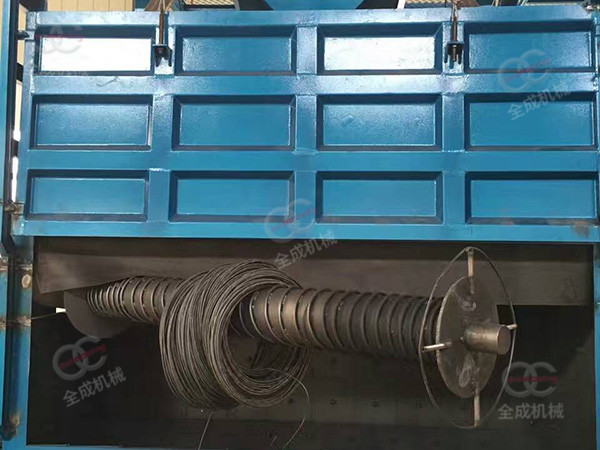
有3條螺旋輸送器,,一條在拋丸機(jī)的頂部,負(fù)責(zé)將鋼砂輸送到儲(chǔ)砂倉(cāng),。兩條位于拋丸機(jī)的底部,,橫向、縱向交叉安裝,,用于對(duì)落下的鋼砂進(jìn)行循環(huán)輸送,,螺旋葉片在運(yùn)行過程中,長(zhǎng)期受鋼絲切丸或鑄造鋼砂的擦傷性摩擦,,螺旋葉片磨損較快,,加之鋼砂在撞擊中產(chǎn)生大量的熱,以致鋼砂溫度較高,更加劇螺旋葉片的磨損,。將更換下來(lái)的螺旋軸進(jìn)行修復(fù)的方法是:加覆螺旋葉片,。首先,以螺旋輸送器葉片外徑螺旋軸外徑為基礎(chǔ),,用數(shù)控火焰切割機(jī)切割出圓環(huán)扇面板(或稱葉片),,材料選擇厚度為8 mm的65Mn鋼板。將螺旋軸放置 水平支座上,,以能靈活轉(zhuǎn)動(dòng)為宜,,然后將環(huán)扇面板緊密靠在螺旋葉片的磨損向上,用J506焊條定位焊焊接牢固,。為使圓環(huán)扇面板能與原有磨損葉片方向保持一致,,要邊定位焊邊用錘敲擊覆實(shí),必要時(shí)可用氫氧焰對(duì)扇面板進(jìn)行烘烤,,這樣依次進(jìn)行,。把磨損葉片全部定位焊覆完,轉(zhuǎn)動(dòng)螺旋軸,,檢查整個(gè)螺旋軸葉片有無(wú)明顯凸起和凹陷,,用氣割對(duì)所覆葉片進(jìn)行修復(fù);之后,,用J5O6焊條將所覆葉片四周滿焊,,角焊焊腳為8mm,,扇面對(duì)接處滿焊全熔透,。設(shè)備原螺旋輸送葉片為65Mn鋼板,這說(shuō)叫即使修復(fù)完畢,,如不進(jìn)行耐磨處理,,螺旋葉片仍將在半年內(nèi)磨損失效,因此只有對(duì)螺旋片做耐磨處理,,才可能延長(zhǎng)網(wǎng)帶式拋丸機(jī)螺旋輸送器的壽命,。
江門采購(gòu)轉(zhuǎn)臺(tái)拋丸機(jī)廠家
拋丸清理機(jī)用于哪些行業(yè)?1.鑄造業(yè):一般的鑄造企業(yè)所生產(chǎn)的鑄造件都需要打磨拋光,,而拋丸清理機(jī)械就是這方面使用的專業(yè)機(jī)械,。他根據(jù)不同的工件使用不同的型號(hào),并且,,不會(huì)損壞鑄造件的原有外形和性能,。2.模具業(yè):一般來(lái)講,模具多是鑄造的較多,,而模具本身就要求平滑,,是可以根據(jù)不同的要求進(jìn)行拋光處理,不會(huì)損壞模具的原有外形和使用性能,。3.鋼廠:鋼廠生產(chǎn)的鋼材,、鋼板,,剛出爐時(shí)有許多毛刺,會(huì)影響鋼材的質(zhì)量和賣相,。使用通過式拋丸清理機(jī)就可以處理這些問題,,使這些問題迎刃而解;4.船廠:船廠使用的鋼板有鐵銹,,會(huì)影響到造船的質(zhì)量,,不可能采用人工除繡,那樣工作量會(huì)很大,,這就要求有機(jī)器能夠清除鐵銹,,以保證造船的質(zhì)量,使用系列通過式就可以解決,;

江門采購(gòu)轉(zhuǎn)臺(tái)拋丸機(jī)廠家
拋不干凈的原因:1,、彈丸扇形拋射角沒有對(duì)準(zhǔn)被清理工件。2,、調(diào)整拋丸器定向套窗ロ位置,,使彈丸能拋射到淸理工件上。3,、供丸不足,,清理時(shí)間拖長(zhǎng)。4,、加足彈丸,,并檢查彈丸循環(huán)系統(tǒng)5、彈丸不純混進(jìn)雜質(zhì)堵塞彈丸通道,。6,、清除彈丸中雜質(zhì),加入前彈丸應(yīng)過篩,。
江門采購(gòu)轉(zhuǎn)臺(tái)拋丸機(jī)廠家
組成包括:清理室,、拋丸器總成、吊鉤自轉(zhuǎn)裝置,、吊鉤公轉(zhuǎn)機(jī)構(gòu),、 螺旋輸送器、提升機(jī),、維修平臺(tái),、分離器、除塵系統(tǒng)及電控系統(tǒng)等,。1.:拋丸室由鋼板及型鋼焊接而成,在清理室內(nèi)呈180°布置了兩個(gè)工位,日38%是敞開的,其↑0K/s中一個(gè)工位在進(jìn)行拋丸清理的同時(shí),另-工位可方便地裝卸工件,。主機(jī)由密封的拋丸清理區(qū)相多個(gè)扇形區(qū)圍而成,每個(gè)扇形(工作)區(qū)都有各自的吊鉤,工件可以掛在上面,上、下料可以由操作者人工操作,。2.在拋丸器對(duì)面,,受彈丸直 接拋打的拋丸熱區(qū)采用軋制mn13高錳鋼護(hù)板,其期區(qū)域采用65mn鋼板防護(hù),用特制淬火大螺母固定,經(jīng)久耐用。設(shè)有檢修門,維修方便,。3.彈丸循環(huán)系統(tǒng):由螺旋輸送器,、提升機(jī)、分離器,、供丸閘門等組成,均采用我公司系列化產(chǎn)品配套,。其中:分離器采用可調(diào)節(jié)的滿幕簾式風(fēng)選丸渣分離方式,分離效率高達(dá)99.5%。