鹽城專業(yè)網(wǎng)帶通過拋丸機(jī)廠家
發(fā)布時間:2021-08-20 11:28:10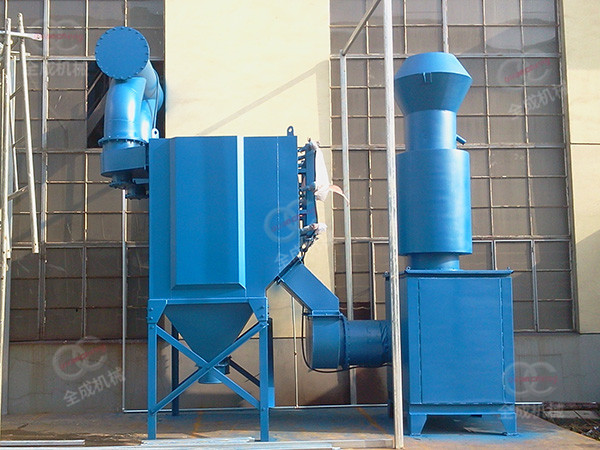
專業(yè)網(wǎng)帶通過拋丸機(jī)是工程機(jī)械行業(yè)中不可或缺的設(shè)備,而斗式提高機(jī)是拋丸機(jī)關(guān)鍵部位,。網(wǎng)帶通過拋丸機(jī)廠家提高機(jī)一旦發(fā)作故障,,將致使全部拋丸機(jī)設(shè)備長時間無法工作。因而咱們對拋丸機(jī)斗式提高機(jī)的常見故障進(jìn)行了剖析,并提出了相應(yīng)的處理辦法,。形成提高帶跑偏的底子原因是提高帶接受的所有外力的合力的方向與提高帶工作方向不平行,,即在提高帶的寬度方向上的合力不為零。經(jīng)過剖析可知提高帶的跑偏規(guī)則為“跑緊不跑松,、跑高不跑低,、跑后不跑前”。提高帶跑偏主要有提高帶重載時跑偏,、提高帶中部跑偏和提高帶頭尾輪處跑偏,。

專業(yè)網(wǎng)帶通過拋丸機(jī)是有很多部分組成,其中主要部分如下:1,、大門,,這個經(jīng)過不斷的創(chuàng)新,現(xiàn)在是雙開門,,雙扇對開的大門,,同時為了安全,在大門的上方安裝了限位開關(guān),,什么意思呢,?就是須要在大門完全關(guān)閉之后,才能啟動拋丸器,。2,、清理室,清理室是焊接結(jié)構(gòu),,清理室鋼板厚度是多少,?鋼板厚度為12mm。室內(nèi)主拋射區(qū),,網(wǎng)帶通過拋丸機(jī)廠家即拋丸器面和拋丸器對面及頂面的1.5m范圍內(nèi)采用耐磨鋼護(hù)板防護(hù),。其余的防護(hù)是采用彈簧鋼護(hù)板防護(hù)的。

網(wǎng)帶通過拋丸機(jī)廠家配件在裝配之前應(yīng)去除毛刺,、雜質(zhì)等,銹蝕嚴(yán)重者應(yīng)去銹,去銹后加工件應(yīng)涂防銹漆,。專業(yè)網(wǎng)帶通過拋丸機(jī)裝配配件前,應(yīng)首先檢查配件質(zhì)量和規(guī)格是否合格,如果有變形、裂紋等缺陷就不得裝配機(jī)器上,。安裝機(jī)器部件時,嚴(yán)禁對銼刀,、砂輪等加工面磕碰敲擊和隨意的修正,粗,在安裝時,嚴(yán)禁用氣割等段,必要時需經(jīng)有關(guān)部門]批準(zhǔn),但氣割斷面須達(dá)到Ra25以上。機(jī)器應(yīng)具有彈丸飛出的防護(hù)簾和運(yùn)動機(jī)構(gòu)防護(hù)裝置,防護(hù)簾層與層的切縫應(yīng)相互交錯,所以,須檢查各軸承潤滑良好,溫升不得超過35°C,。室體內(nèi)護(hù)板應(yīng)排列整齊,壓接牢固,金屬護(hù)板間隙執(zhí)行拋丸器各護(hù)板間隙標(biāo)準(zhǔn),橡膠護(hù)板應(yīng)平整,不得存在大餘邊,。提升機(jī)各罩間發(fā)蘭連接準(zhǔn)確平整,不得有明顯的錯位及傾斜現(xiàn)象,提升機(jī)皮帶運(yùn)轉(zhuǎn)正常,無卡阻現(xiàn)象,不得跑偏7,、轉(zhuǎn)臺處于靜止位置時,拋丸器拋出口中心位置對準(zhǔn)處于拋丸工位的小轉(zhuǎn)臺中心,。

1、本機(jī)主要由室體,、轉(zhuǎn)臺,、螺旋輸送器、分離器,、提升機(jī),、輸丸裝置,、拋丸器,、除塵系統(tǒng)等部分組成了一個結(jié)構(gòu)簡單、緊湊的轉(zhuǎn)臺式拋丸機(jī),。2、網(wǎng)帶通過拋丸機(jī)廠家廣泛應(yīng)用于鑄造和汽車制造業(yè),具有生產(chǎn)效率高,密封效果好,結(jié)構(gòu)緊湊,裝卸件方便技術(shù)含高等特點(diǎn),。3、這種類型的設(shè)備適合加工對稱零件,。4,、專業(yè)網(wǎng)帶通過拋丸機(jī)也可定位在某個角度,與幾個多點(diǎn)定位的拋頭配合,實現(xiàn)對非對稱零件的加工。

網(wǎng)帶通過拋丸機(jī)廠家告訴您拋丸清理機(jī)還可以手工除銹,,專業(yè)網(wǎng)帶通過拋丸機(jī)手工除銹的工具有很多,,比如:刮刀、鏟刀,、榔頭等,厚的銹斑可以使用榔頭對山東拋丸清理機(jī)進(jìn)行敲打,,再使用鏟刀進(jìn)行鏟除。但是此種方式勞動強(qiáng)度高且生產(chǎn)率低,。但是此種方式可以讓拋丸清理機(jī)的被涂位置處于原來的形狀,且施工條件的限制較小,。同時人工除銹還可以適應(yīng)所有的結(jié)構(gòu)以及施工條件,并且簡單易行,,因此人工除銹至今還被拋丸清理機(jī)進(jìn)行廣泛的使用。

專業(yè)網(wǎng)帶通過拋丸機(jī)拋不干凈的原因:1,、彈丸扇形拋射角沒有對準(zhǔn)被清理工件。2、網(wǎng)帶通過拋丸機(jī)廠家調(diào)整拋丸器定向套窗ロ位置,使彈丸能拋射到淸理工件上,。3,、供丸不足,,清理時間拖長。4,、加足彈丸,并檢查彈丸循環(huán)系統(tǒng)5,、彈丸不純混進(jìn)雜質(zhì)堵塞彈丸通道。6,、清除彈丸中雜質(zhì),,加入前彈丸應(yīng)過篩,。